
一、研磨
用研磨工具和研磨剂,从工件上研去一层极薄表面层的精加工方法,称为研磨。
研磨时,在工件与研密盘中间放入金刚砂或其它研磨剂后,受金刚砂挤压,工件表面产生破裂,当研磨盘与工件相对运动后,由于磨料的不规则和它在研磨盘与工件表面滚动,工件表面破裂的碎块和磨创的碎块被“推走”,如此重复,逐渐使工件表面成为光滑而精密的平面。根据研磨时研磨剂是否用工作液,可分为湿式研磨和干式研磨。
湿式研磨方法加工量大,一殷是粗加工,湿式研磨得到的是梨皮状的暗光面。
干式研磨方法加工量小,一般是精加工,于式研磨得到的是光亮的镜面。
二、研磨剂
研磨剂是磨料和水或油等组成的混合物。根据工件硬度和加工余量,可选用不同规格的磨料。
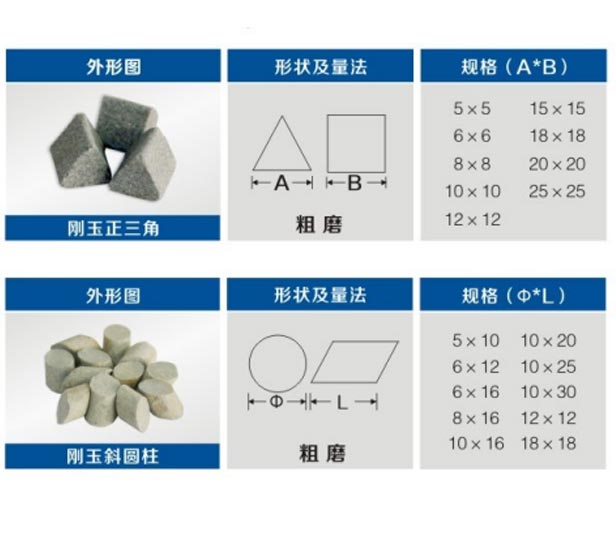
磨科按其来源可以分为天然磨料和人造磨料。天然磨料包括金刚石、刚玉、石榴石等。人造磨料有人造金刚石、人造刚玉、碳化硅、磁化硼等。
金刚石系碳(C)的结晶体,比重在3.4—3.6之间,维氏硬度10000以上,是**硬的。由于金刚石价格昂贵,因此在研磨加工中,经常使用的是由粒度为微米级的金刚石粉末配制的研磨膏,对涩质合金或陶瓷等材质的工件进行精研和抛光。
刚玉系氧化铝(Al2O3)的结晶体,天然刚玉的比重在3.9—400之间,人造刚玉比重在3.2—4.0之间,氧化铝具有较大的韧性,维氏硬度约为2000以上。
碳化硅(SlC)的结晶系薄板状,维氏硬度3000左右,由于杂质的存在而常常带有各种颜色。常见的为绿色和黑色。黑色的碳化硅含量约98%,绿色的约98.5%,碳化硅韧性较小,绿色碳化硅比黑的更脆些,适于加工各种脆性材料。
碳化硼(B4C)的比重约2.5,硬度超过碳化硅而接近于金刚石。用于硬度很高的工件的研磨加工。
人造金刚石研磨膏是以人造金刚石粉相其它混合剂为原料配制而成。膏体为水溶性质,具有理想的润滑性。使用时可用水和甘油进行稀释。各生产厂家所生产的研磨膏,根据不同规格,都配上不同的颜色,便于使用时鉴别。三、手工研磨
手工研磨一般在研磨平板上进行。平板为方形,尺寸为300×300mm或350×350mm,材料采用铸铁,精度等级应不低于—“级。平板一般三块一组,使用中必须定期检查确保精度。研磨工件时要均匀使用研磨乎板表面,修复对应三块平板互相对研校准,只有经常保持乎板的精度,才能获得较好的研磨质量。四、研磨机
在进行批量生产和机械密封维修虽较大的情况下要使用研磨机,研磨机是研磨平面的一种专用设备,按其结构型式分机械研磨机和电磁振动研磨机等。在机械研磨机中有单面研磨机、双面研磨机。一些自动化程度较高的研磨机,还可以自动加压和自动测量工作厚度,研磨效率较高。
 扫一扫咨询微信客服
扫一扫咨询微信客服服务热线